汽车内装饰板(汽车玻璃窗装饰板模具设计)
1 塑件结构
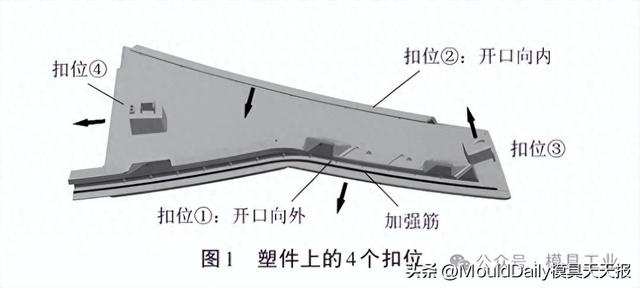
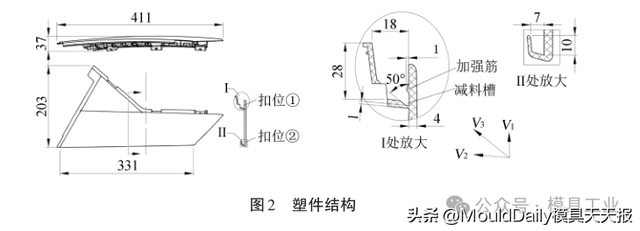
汽车玻璃窗装饰板的内表面有4个扣位,其开口方向如图1所示的箭头,塑件的结构如图2所示,外形尺寸为411mm×203mm×37mm,壁厚为4mm,外表面略呈拱形。为了增加玻璃窗的密封性,防止漏水,在扣位①的内部设置1条加强筋,加强筋高度为1mm;为了防止扣位①根部对应的外表面收缩,在扣位①的根部设置减料槽,扣位根部的壁厚仅为1mm,减料槽的侧面与底面的夹角为50°。加强筋与减料槽的距离较近,因受加强筋的遮挡,滑块不能沿V1方向脱模,又因受减料槽侧壁的阻挡,也不能沿V2方向脱模,只能沿减料槽开口方向(V3方向)脱模。由于扣位①的尺寸较小,截面尺寸仅为28mm×18mm,无法设计2个独立运行的滑块脱模,针对该结构设计了由大滑块带动小滑块运动的滑块联动脱模机构。
2 模具结构
2.1 联动式滑块机构
联动式滑块机构主要由大滑块、小滑块、斜楔、滑块座、弹簧、阻挡块、阻挡条、T形导轨、限位柱、导向块等组成,结构如图3所示。
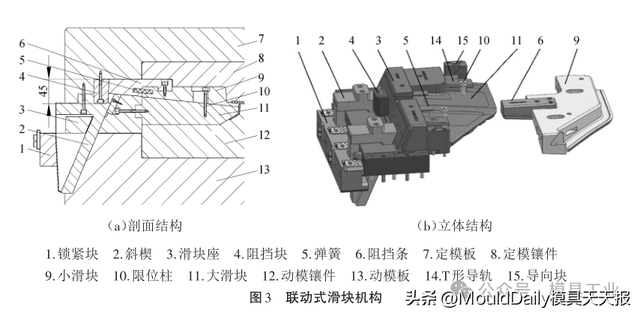
大滑块的上表面为斜面,在开模时使小滑块9在大滑块11上表面滑动,在联动式滑块机构内部设置了2种机构:①在滑块座3与小滑块9之间设置弹簧5,依靠弹簧5的弹力将小滑块9从滑块座3上推开;②在定模板7上设置阻挡块4,在小滑块9上设置阻挡条6,阻挡条6与小滑块9用螺钉固定。阻挡块4与阻挡条6之间的接触面为竖直面。开模初始阶段,斜楔2带动大滑块11侧向移动,阻挡块4跟随定模板7往上运动,阻挡块4将阻止小滑块9侧向运动,将小滑块9从滑块座3上推开。以上2个机构可使小滑块9在大滑块11的上表面滑动,大滑块11的上表面为斜面,在大滑块11上表面设置了斜向的T形导轨14,当小滑块沿大滑块上表面滑动时,T形导轨将使小滑块产生竖直方向的运动。
为了使小滑块沿减料槽开口方向运动,在小滑块的两端各设置1个导向块,导向块结构如图4所示,小滑块端面的扣位如图4(c)所示。
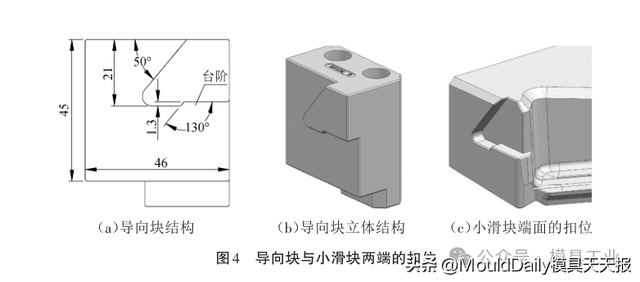
在导向块上设置1个50°的斜面,斜面与减料槽的斜度一致,小滑块的两端各设置1个扣位,扣位与导向块吻合。开模时,小滑块在导向块斜面的作用下沿大滑块上表面的T形导轨向减料槽开口方向滑动,使扣位和减料槽脱模。合模时,导向块的扣位可以固定小滑块在模具中的位置,防止小滑块向模具中心靠拢。联动滑块的运动过程:由于阻挡块4竖直面的高度为45mm,开模距离为0~45mm时,斜楔2带领滑块座3与大滑块11沿水平方向运动,阻挡块4和弹簧5将小滑块9从滑块座推开,使小滑块9在大滑块11的上表面滑动。大滑块11的上表面为斜面,在大滑块11上表面设置了T形导轨14,在其作用下,小滑块9将竖直向下运动,在导向块15的引导下,小滑块9沿导向块的50°斜面运动,使加强筋和减料槽脱模。当分模距离为45mm时,阻挡块4与阻挡条6脱离接触,此时加强筋和减料槽已完全脱模,在大滑块上表面的限位柱10带动下,小滑块9跟随大滑块11沿水平方向做脱模运动,直至扣位①完全脱模。合模时,联动滑块的运动过程正好相反。
2.2 组合式斜推机构
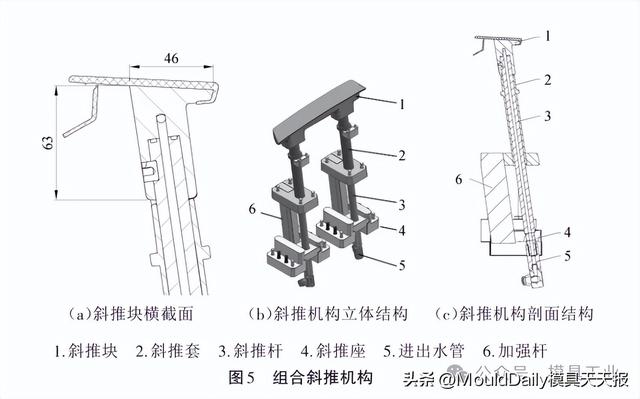
扣位②开口朝向塑件内部,采用斜推机构脱模。由于扣位②的尺寸为10mm×7mm×331mm,剖切面较小,而其长度尺寸较长,为了加强斜推块的刚性,防止变形,需加大斜推块的剖切面,将斜推块的剖切面设计成46mm×63mm,如图5(a)所示。斜推机构采用组合式结构,由斜推块、斜推套、斜推杆、加强杆、斜推座组成,如图5(b)、(c)所示。其中斜推块的体积大,由2根斜推杆支撑,使斜推块在运动时保持平衡,斜推杆的内部为空心管,可以接通水路。为了防止斜推杆受力过大而变形,在斜推杆的旁边设置加强杆,由加强杆承担推出时的扭曲力。为了在斜推机构内部设置冷却水路,由斜推杆接通进出水管,并在斜推杆上安装斜推套防止磨损。
2.3 齿条斜推机构
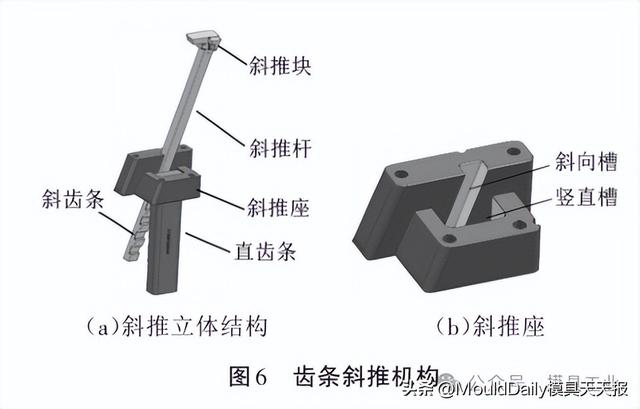
使用斜推机构脱模扣位③,由于扣位的脱模角度较大(70°),用斜推座直接推动斜推杆容易卡死,采用由直齿条驱动的齿条斜推机构,如图6(a)所示,在斜推杆上设计斜齿条,将直齿条固定在推板上。斜推座有2条导向槽,如图6(b)所示,其中1条是竖直槽,引导竖直齿条运动;另1条是斜向槽,引导斜推杆运动。开模时,推板推动直齿条往上运动,再由直齿条推动斜齿条往斜上方运动,使扣位③脱模。
2.4 分型面设计
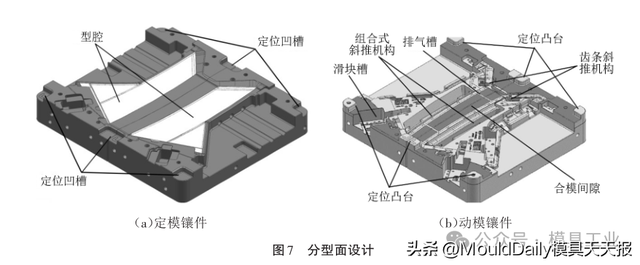
塑件轮廓较整齐,对应的分型面较平滑,模具的分型面为2个塑件的分型线所创建的直纹曲面,分型面上无尖角、拐角等结构,采用1模2腔同时成型汽车左、右玻璃窗装饰板。在不影响模具零件强度的前提下,动、定模型芯采用镶件结构,镶件尺寸为570mm×490mm×84mm,尺寸较大,厚度相对较薄,为了增加镶件的强度与刚性,防止动、定模镶件变形,将动、定模镶件各分成2块。将分型面的配合宽度设计为30mm,其余部分设计合模间隙0.3mm。塑件体积较大,在分型面上开设若干排气槽,使型腔中的空气顺利排出,在动、定模镶件上设置侧面斜度为5°的定位凸台和定位凹槽,增加动、定模的合模精度,防止发生错位现象,如图7所示。
2.5 浇注系统
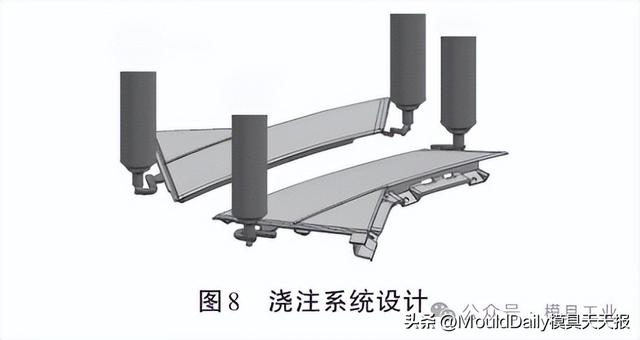
汽车玻璃窗装饰板是外观件,要求外表面不能有浇口痕、收缩、烧焦、熔接线等缺陷。为了克服普通流道直接浇注的缺陷,采用热流道转普通流道然后侧浇口进料。根据同类模具的制造经验,采用2个浇口设在待成型塑件两端,如图8所示,塑件装配在汽车上后,两端被其他零件遮盖,浇口痕不会影响外观,为便于修剪浇口凝料,选用扇形浇口进料。
2.6 冷却系统
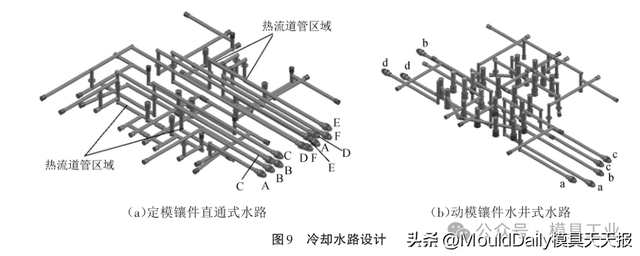
根据动、定模板结构采用不同的冷却水路,定模板适合直通式冷却水路,由于热流道的温度较高,为了降低该区域温度,冷却水路在热流道附近排布较密集。定模板共分为6组独立水路,分别用A~F表示,如图9(a)所示。
动模上有2个组合式斜推机构、2个齿条斜推机构和若干推杆,适合水井式冷却水路,并用直通水路连接各水井,分为4组独立的水路,分别用a~d表示,图9(b)所示。为了使各部分的模具温度均匀,水路与型腔的距离约为15~20mm,水路之间的间隔均匀,约为25~30mm。由于联动滑块、组合式斜推机构的尺寸较大,需单独设置冷却水路。
3 模具结构
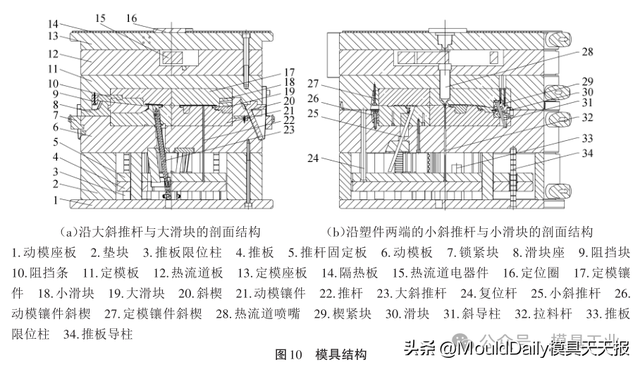
模具设计为1模2腔布局,2个塑件相对摆放,将2个大型滑块机构安装在模具两侧,将2个斜推机构相向排列,斜推机构和滑块机构都采用组合结构,开模时,2个滑块机构和2个斜推机构的受力互相平衡,模具结构如图10所示。
其中锁紧块7、滑块座8、阻挡块9、阻挡条10、小滑块18、大滑块19、斜楔20组成联动式滑块机构,滑块30、斜导柱31组成扣位④的斜导柱+滑块脱模机构,大斜推杆23、小斜推杆25、拉料杆32和所有推杆22为模具的推出机构。当注射完成后,动模与定模部分在动模板6与定模板11的对碰面处分开。当动模与定模分离时,以下2个开模动作同时进行:一是斜导柱31引导滑块30作侧向脱模运动;二是斜楔20引导联动式滑块机构作脱模运动。当注塑机顶杆带领动模部分运动到极限位置后,注塑机顶杆推动推出机构做脱模运动,塑件被推出后,注塑机顶杆带动模具的推出机构一起复位。当复位完成后,注塑机顶杆推动模具开始合模,以下3个动作同时进行:①楔紧块29和斜导柱31引导滑块30复位;②斜楔20引导联动式滑块机构复位;③复位杆24引导推出机构复位。当模具完全复位后开始下一个生产周期。
▍原文作者:吴新元
▍作者单位:福州第一技师学院
-
 蓝电E5 PLUS长续航先享版,“降维打击”10万级插混SUV
蓝电E5 PLUS长续航先享版,“降维打击”10万级插混SUV在汽车市场的激烈角逐中,10万级家用SUV领域堪称竞争白热化地带,需求旺盛的同时,各类车型也是层出不穷。然而,就在3月1日,一颗重磅炸弹悄然投入这片红海,蓝电E5 PLUS 165km长续航先享版惊艳上市,堪称“新卷王”。它给出的限时一口价仅9.98万元,再叠加2万元...
-
 蓝电E5 PLUS长续航先享版,向10万级插混SUV发起“降维打击”
蓝电E5 PLUS长续航先享版,向10万级插混SUV发起“降维打击”在汽车市场的激烈角逐中,10万级家用SUV领域堪称竞争白热化地带,需求旺盛的同时,各类车型也是层出不穷。然而,就在3月1日,一颗重磅炸弹悄然投入这片红海,蓝电E5 PLUS 165km长续航先享版惊艳上市,堪称“新卷王”。它给出的限时一口价仅9.98万元,再叠加2万元...
-
 蓝电E5 PLUS长续航先享版,向10万级家用插混SUV市场发起全方位“降维打击”
蓝电E5 PLUS长续航先享版,向10万级家用插混SUV市场发起全方位“降维打击”在汽车市场的激烈角逐中,10万级家用SUV领域堪称竞争白热化地带,需求旺盛的同时,各类车型也是层出不穷。然而,就在3月1日,一颗重磅炸弹悄然投入这片红海,蓝电E5 PLUS 165km长续航先享版惊艳上市,堪称“新卷王”。它给出的限时一口价仅9.98万元,再叠加2万元...
-
 10万内预算买家用插混SUV愁断肠?蓝电E5 PLUS长续航先享版破难题!
10万内预算买家用插混SUV愁断肠?蓝电E5 PLUS长续航先享版破难题!朋友们,买车这事儿是不是总把咱折磨得够呛?特别是手握10万预算,想挑辆家用插混SUV,还期望它能“十项全能”,简直难于上青天!有些车续航短得让人崩溃,三天两头就得满大街找充电桩,活脱脱像在寻宝;有些车空间小得可怜,全家出行秒变“沙丁鱼罐头”,挤...
-
 10万内买家用插混SUV愁断肠?蓝电E5 PLUS长续航先享版破难题!
10万内买家用插混SUV愁断肠?蓝电E5 PLUS长续航先享版破难题!朋友们,买车这事儿是不是总把咱折磨得够呛?特别是手握10万预算,想挑辆家用插混SUV,还期望它能“十项全能”,简直难于上青天!有些车续航短得让人崩溃,三天两头就得满大街找充电桩,活脱脱像在寻宝;有些车空间小得可怜,全家出行秒变“沙丁鱼罐头”,挤...
-
 10万的预算买家用插混SUV愁断肠?蓝电E5 PLUS长续航先享版破难题!
10万的预算买家用插混SUV愁断肠?蓝电E5 PLUS长续航先享版破难题!朋友们,买车这事儿是不是总把咱折磨得够呛?特别是手握10万预算,想挑辆家用插混SUV,还期望它能“十项全能”,简直难于上青天!有些车续航短得让人崩溃,三天两头就得满大街找充电桩,活脱脱像在寻宝;有些车空间小得可怜,全家出行秒变“沙丁鱼罐头”,挤...